Minden más területhez hasonlóan a győri karosszériagyártás is a legkorszerűbb műszaki színvonalat képviseli, több mint kétezer gép zakatol itt egy dolgos műszakban. A hegesztőfogók villamos motoros hajtással rendelkeznek – ez gyorsabb, pontosabb, megbízhatóbb, halkabb működést és könnyebb kialakítást tesz lehetővé, mint a korábbi pneumatikus megoldás. A gépparkot a megfogó-, pozicionáló-, klincselő- és peremező berendezések, valamint különleges feladatokra szolgáló hegesztő munkaállomások teszik teljessé.
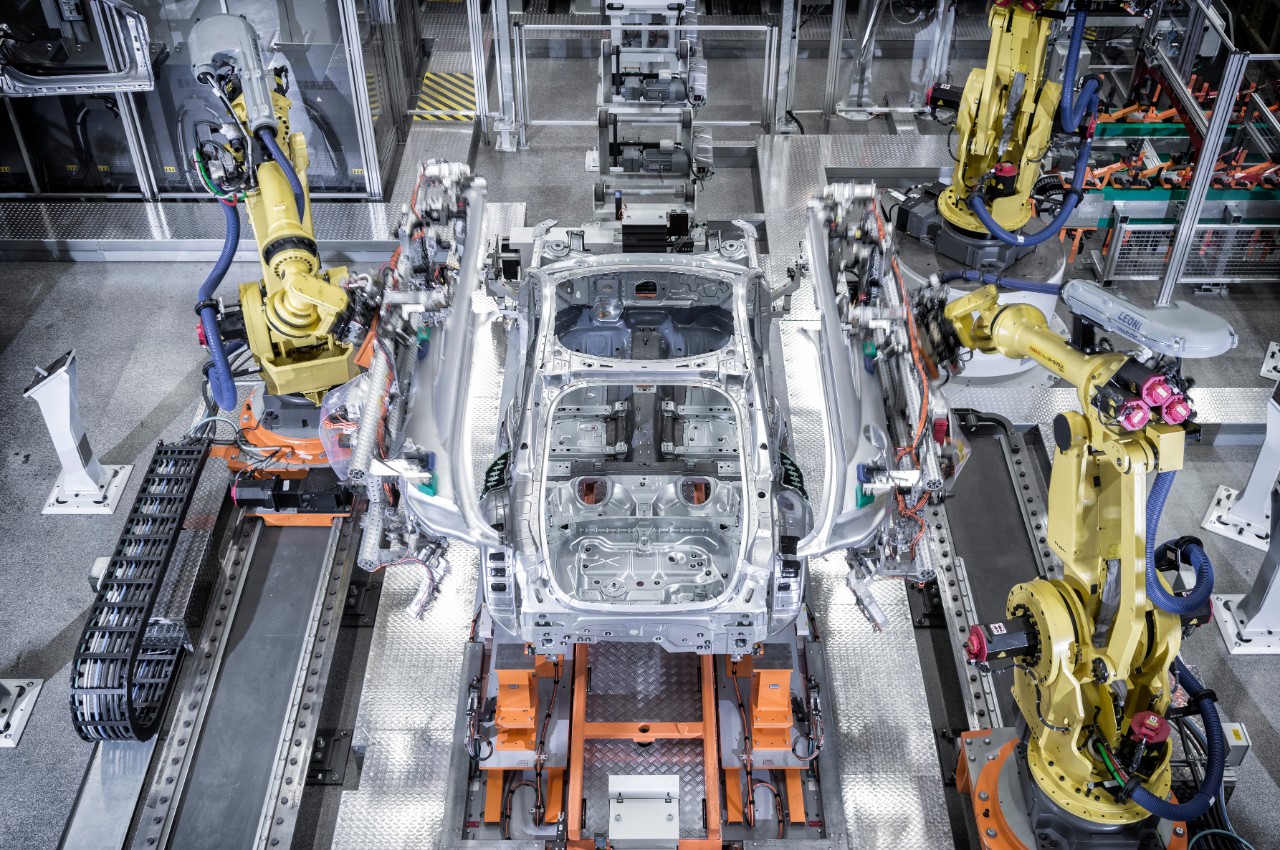
A TT karosszériái 85 000 négyzetméternyi alapterületen készülnek. A fő sorok mindkét oldalán robotcsoportok hegesztik össze az egyes részegységeket, mint például a padlóegységeket, kerékjáratokat és hossztartókat. A tűzfallal, hátlemezzel, oszlopokkal, oldalelemekkel és tetővel lépésről lépésre kiegészülő karosszériára legvégül a motorháztetőt, csomagtérajtót és az oldalajtókat szerelik fel. Egy karosszéria 3,7 óra alatt készül el, ebből két óra a megmunkálás, 1,7 óra a szállítási idő.
A gyártást jelenleg az alacsony vevői igények miatt egy kis, alig 50 fős csapat végzi műszakonként. A kollégák az építési sorrend szerint, szakaszosan, berendezésről-berendezésre vegyesen, a program szerint építik a két TT típust, a Coupét és a Roadstert. Ezért a csarnokba lépve szinte alig látunk kollégákat dolgozni, csak szigetszerű területeken. Ennek ellenére lenyűgöző a sok robot látványa, melyek indulásra készen várják az karosszériákat, hogy automatikusan elvégezhessék munkájukat.
Felépítmény, alváz. 1, 2, 3, 4 sorok
Kísérőnk, Schler Attila röviden előrevetíti, hogy mi vár ránk: „Itt első oldalfalak, keretek állítása, amott klincselés, szegecselés, ott kapja meg a tetőt”, mutat el jobbra. „Utána pedig a függesztett elemek kerülnek be az Audi TT-kbe. A különböző sorok az Aufbau és az Unterbau (felépítmény és alváz) 1, 2, 3, 4 stb. nevet viselik.”

A felépítmény alumínium, a legtöbb eleme a korábban megismert présüzemből érkezik, de azért találunk olyan alkatrészt is, amely nem győri származású. Az alváz acél, jelentős része melegen formált nagyszilárdságú acél, de nagyon kevés alumíniumot benne is van.
A rendelkezésünkre álló idő rövidsége miatt nem az autó építési sorrendjében haladunk célunk felé, egy minőségi és páratlan vezetési élményt nyújtó TT megszületésének nyomon követésében.
Az alváz területére érve a befejező 4-es sor mellett haladunk, ahol 100 százalékos méretellenőrzés, dolgozói vizuális ellenőrzés és ívhegesztés, valamint az automata berendezések garantálják a kiváló Audi minőséget. Most egy kézi munkahely mellett megyünk el, ahol a lábtérlemez előszerelése történik a Roadsterekhez. Vezetőnk a 3-as soron elmondja, hogy ezen a területen kapja meg a padlószintű alváz a tűzfalat és a kerékházakat. A 3. sorszakaszhoz tartozik egy TT specifikus kiegészítő sor, a 3.A, ahol már alumínium elemek is az alvázra kerülnek. Ennek oka, hogy a TT alvázát az A3 Limousine és az A3 Cabriolet (amelyek 2013 és 2019 között készültek Győrben) alvázsorába integrálták.
Közben megkapom kalauzunk jegyzeteit, amely a teljesség igénye nélkül felsorolja a TT-n található kötésfajtákat. Kapaszkodjatok meg, most komoly szakmai részletek következnek: folyatófúró csavar FDS 128 darab, ponthegesztés 3033 darab, maghegesztés 1,9 méter, vágószegecselés 1149 darab, szilárdsági ragasztás 78,8 méter, lézerhegesztés 5,1 méter, tömörszegecselés 44 darab, klincselés 207 darab, falcolás 1,8 méter és hat darab SB. Kötéstechnológiák a felépítményen: klincselés 112 darab, vágószegecselés 1149 darab, ragasztás 35,3 méter, falcolás 22,5 méter. Szóval van még mit tanulni, ha autót akarunk gyártani! Főleg, ha TT-t, csak a kasztni ezer fölötti alkatrészből áll össze. És mi a helyzet a Roadsterrel? Az Audi TT Roadster karosszéria-gyártásában tizenhatféle kötéstechnikát alkalmaznak a 2963 munkaponton alkalmazott ellenállás-ponthegesztéstől a 77,16 méter nagyszilárdságú ragasztásig. Ahol csak lehet, egy műveletben zajlik a hegesztés és a ragasztás, mert ez időt, költséget és tömeget takarít meg. Minden egyes sor végén külön mérőberendezés ellenőrzi a méreteket. A karbantartás pedig folyamatosan figyeli és különböző fejlesztésekkel csökkenti az energiafelhasználást, legyen szó villamosenergia vagy éppen préslevegőről.
Házasodik a lemez
Huszárvágással máris az 1-es alvázas soron tartunk, ahol az első padlólemez, a hossztartók és a hátsó padlólemez házasodik össze, innen megy a kihegesztésre és az autó megkapja az alvázszámát.
A gyártás ütemezése Ingolstadtból érkezik, ezt bejátsszák az üzemirányítási rendszerbe, ez alapján zajlik a gyártás. A hátsó padlólemez a vezér, ez hívja le a többi alkatrészt. Minden, ami specifikus, az itt készül a présüzemben. Ha kész az alváz, felsőpályás szállító rendszeren kerül át a másik oldalra, az Aufbau 1 elején fog lejönni. A, B, C oszlopok képezik a belső oldalfalat – ezek sorolópályákon fifo (first in, first out – a szerk) szerint épülnek az autókba – magyarázza Attila.
A felépítmény-csarnokrészben találkozunk egy kollégával, aki, mint megtudtuk éppen vízvályút és a lámpafészket gyárt. Geometriai asztalba teszi az alkatrészeket, összeklincseli, vagy amilyen technológia kell épp, elvégzi a berendezés. Az automatizáltság a karosszériaüzemben 70 százalékos a TT gyártása tekintetében. Kevés kézi munkaállomás van, de például ilyen a tetőösszekötő gyártása is.
Manapság, a termék életpályája végén kevés a darabszám – magyarázza vezetőnk, 40-50 karosszéria készült korábban műszakonként, csúcsidőben 60-70, ám most csak 17-18 autót szerelnek össze műszakonként. Ehhez olyan létszámot kellett képezni, ami rentábilis. Van egy kis csapat, akik először a kisebb egységek összeszerelését végzik el, majd vándorolnak részlegről-részlegre, például előbb elkészítik az oldalfalakat és a hozzá tartozó kiegészítőket, addigra ideér az alváz a másik csarnokrészből
A karosszériaüzemben is van házasítás, épp ott járunk: az alváz megkapja a belső oldalfalat az Aufbau 1-en. A Roadster különbözik a Coupétól: első szélvédőkeretében van a bukócső, ami Ingolstadtból érkezik a hátsó utasvédelmi egységgel együtt – tudjuk meg.
A következő soron épül be a külső oldalfal, amit az úgy nevezett „keretállító” frame illeszt a megfelelő pozícióba. Rögzíti, majd jönnek a robotok, és összenietelik azt az alvázzal és a belső oldalfallal. Utána 100 százalékos ellenőrző geometriai mérés következik, hogy garantálja az ajtók, a sárvédők és a motorháztető tökéletesen illeszkedését.
Lézerrel hegesztik fel a tetőt. Két oldalról két robot varrja össze a tetőt az oldalfalakkal. A tető tökéletesen pontos helyzetét – mélység, pozíció előre-hátra-oldalra – egy készülék, az úgy nevezett „tető harang, Glocke” biztosítja. Ez a művelet igen gyors és hatékony, viszont nagyon érzékeny a beállításokra. Például a tetőnek az oldalfalakhoz csaknem hézagmentesen kell illeszkednie. Képzeljék el, hogy a két hegesztett varratot a két robot párhuzamosan mintegy 25 másodperc alatt hegeszti. Nem semmi teljesítmény!
A sor végén már állnak a kész karosszériák: látszik rajtuk, hogy mely részük nagyszilárdságú acél és melyik az alumínium. A munkának persze itt még messze nincs vége. Jön a szigorú ellenőrzés. A hegesztett kötések szilárdságát az alváz építése során ultrahangos ellenőrzéssel igazolják, majd a kész karosszérián különlegesen képzett kollégák ellenőrzik az illesztékeseket és a felületek hibamentességét fényezés előtt. De már autóformánk van, sőt jól kivehető a TT izmos fara, tökéletesen borotvált arca, a szigorú tekintetű mátrix-LED-es lámpák azonban még messze járnak a vele való találkozástól. Utunk folytatódik, Schler Attilának megköszönjük a kalauzolást, valamint a szakértelmet. Irány a lakkozó, amelyről sorozatunk következő részében számolunk be.